Memories from John Beattie
I graduated from Duke University in 1972 with a MS in Engineering. I had a job waiting at Inland Division of General Motors in Dayton, Ohio. I was quite interested in applying minicomputers to manufacturing operations. At work my boss at the time supported my ideas and we proposed using a PDP-8e computer in conjunction with a PDP-14 PLC to control four production lines producing urethane foam seat pads.
Each line had a foaming head mounted on a large hydraulic X-Y positioner. The foam could be turned on and off, and some small changes in foam mix could be made on the fly. All this was, at the time, controlled by a panel mounted to the front of the seat mold with dogs that tripped switches to operate the foam head. These dogs and switches were constant maintenance problems, causing scrap and downtime, and they were slow, wasting material
We proposed replacing the switches with one dog at the front of the mold.which would initiate a timed program stored in the PDP-8e to move and operate the foamer head. The computer would send instructions to the PDP-14 which would operate the foamer heads.
With just this idea and no experience with the PDP-8e, or PDP-14, my associate, Chuck and I wrote a proposal and quoted the job to management. No one in management really believed our proposed control system would work, but it was less costly than the solid state logic system proposed by another group, so they took a chance and approved our project.
Funding was released in August of 1972. We ordered the needed hardware and Chuck and I attended classes at DEC in Massachusetts on the PDP-8 and PDP-14. Chuck was in charge of the PDP-14 programming and wiring to the foamer, and I was in charge of programming the PDP-8e and communicating instructions to the PDP-14. We borrowed a PDP-8e and PDP-14 in September from the local DEC sales office for program development
We had to install the system during Christmas shutdown, so time was very short to get the software and system designed and tested for installation. The PDP-8e had to be programmed in assembly language in order for the system to operate fast enough to run 4 lines with millisecond timing. I remember telling my instructor in programming class what I was doing and the timing requirement and he just said "no way"!
I became totally engrossed in TADs and DCAs, etc. 10 hours a day, 6 to 7 days a week. We were planning to use the new RK8 disk system with RK01 removable platter disk drive for storage, but couldn't actually get one until December, so I did software development using DECtape, and high speed paper tape. The RK01 removable disks were large, rack mounted drives. Each platter stored the staggering amount of about a million 12-bit words!
Of course all the software had to be entered on the slow ASR33 teletype units. Fortunately our secretary helped by entering the code I wrote. I'm sure she wondered what all that strange code really meant! The full program required 20K (five 4k core units) to run.
The DEC hardware was delivered to the production site just before Christmas shutdown. We hooked it up and I first tried to use my software to access the disk drive. It didn't work of course and a couple days debugging was necessary before I could work with the disk drive. Chuck and I worked right through Christmas and New Year's getting everything connected and ready to run. Chuck had a brilliant idea to install a large triple throw gang switch which allowed the control for each foam line to be switched between the old control, our new computer control system, and a planned backup system.
The first time we tried the computer control, it would not communicate anything with the PDP-14! It took a couple days to find that problem, but after that debugging went quickly. The line had to start up still using the old switch system, but on January 16, 1973 we finally got one line running on full computer control. A couple weeks later, we had all lines running on computer! There were still a few bugs that would cause the system to crash occasionally, so Chuck and I had to babysit it around the clock for a couple months to get them ironed out.
The system was a great success, saving over a million dollars (a lot in 1973) in material and scrap costs its first year. I was quite proud of our accomplishment, but when we proposed applying the system to other lines, management claimed that since this was done by Chuck and I, any outside vendor could do it as well or better.
I was quite upset with their comments and told my boss I no longer wanted to work in the computer systems group. Management found over the next several years, and failures, that developing these systems was not as easy as they thought!
From further email discussion
My questions are in italics. Minor editing has been done to questions and responses.
How much experience did you have in college with computers and what types? It was a pretty impressive project for just out of college.
Little computer experience in college except for Fortran programming on an IBM 360 (punched cards), and some BASIC timeshare work.
I think I remember this project so well because it was my idea and my first big work project after college. Nobody (but Chuck and I) really thought it could work, but it did, wonderfully well. Some thought it was magic! Lol. It got me a lot of respect from engineers and technicians I worked with (but not some managers). It even created 3 full time jobs for process technicians, tweaking mold programs to save material and scrap. It did eliminate a lot of setup work and maintaining switch banks and mold trip dog panels that more than paid for the process technicians.
Had you previously used DEC computers?
Had not used minicomputers at all, but was quite interested in the possibilities from reading magazine articles. When we were proposing the project we borrowed a PDP-8 and I wrote a little FOCAL program simulating the proposed production system human interface. It was very helpful in selling the idea to management.
How did you decide the PDP-8 and PDP-14 were the correct choice?
My associate, Chuck, had some experience with the PDP-14. We felt using the '14 was the best (and least expensive) way to go to interface the computer with the production foamers. Our local DEC sales office was very interested in our project. They gave us copies of the manuals for the 8 and 14. Chuck and I studied them and decided we could do the project using them. The DEC folks gave us some special pricing on our hardware, too.
I don't think many PDP-14's survived.
The system in my story was actually in use through 1985. In 1985 when the lines were shut down, the company took bulldozers, cut a big hole in the wall and pushed the entire lines, foamers, computers, molds and all out in the yard to be cut up for scrap, to make way for airbag production equipment.
How did you feel at the time about developing on DECtape/paper tape?
We started using the Teletype paper tape, but soon found it to be way too slow punching and loading. It also was prone to punch and read errors. DEC had a high speed, fan fold tape machine that was fast and accurate. We used the high speed paper tape machine on the production units to initially load the programs, and for program updates/fixes. Don't really remember too much about the DECTape. It worked ok, but we had to return it to the sales office before we got our production hardware.
The PDP-8 was a great machine, simple to use, easy instruction set and fast when programmed in assembly code.
Was the RK8 needed for the production use such as needed the space/speed for retrieving data for controlling the system or was it purchased for development?
The RK8 was needed for both speed and storage. Each of the 4 lines had 130 molds (520 total) and each mold had its own computer program. The production department also had several hundred other molds that they would change on the lines from time to time. I think each mold program was about 128 PDP-8 words long, so we needed a lot of storage. Also the line ran at about 30 ft/min and the molds were on about 8' centerlines. The PDP-8 only had the current mold program in its memory, so there wasn't much time to load the next mold program after the current program was finished. Once the computer system was in place, the department was able to speed the molding lines up to 70 ft/min. (over several years) greatly increasing production and efficiency. The RK8s were quite reliable, they had no problem keeping up with the 4 lines and there were very few crashes and little downtime. I really wish I had had the RK8 for development, but we couldn't get them until right before we had to go online.
Did you use OS/8 operating system for development or something else? Did your production code run under it or something else?
I used OS/8 for program development, but wrote my own disk operating system for the production code. At the time I didn't think OS/8 would be fast enough. When I first tried to use it on the production system and it didn't work at all, I was pretty nervous, but finally got the bugs out.
With the silly management decisions I assume you didn't use PDP-8's after this.
You are right about that, although I was asked to do some modifications to the foam seat system a few years later, after management had hired an outside company to do it and they failed. LOL. I had to do the work purely on overtime as I had a totally unrelated job by that time. The computer systems group decided to use PDP-11s on systems through outside suppliers after that, but I don't think they had much success with them.
Just around this time DEC switched from the original PDP-14 which was programmed with wire rope ROM memory to new model with core memory that made reprogramming much easier. Do you know which you used?
Our initial PDP-14 used the hard-wired ROM, but I'm pretty sure they changed to the core memory later. I vaguely remember poor Chuck carefully stringing wire in the ROM to fix bugs.
This schematic shows the general proceedure used on the production line. The
PDP controlled line used hydraulic x-y positioner instead of the robot arm.
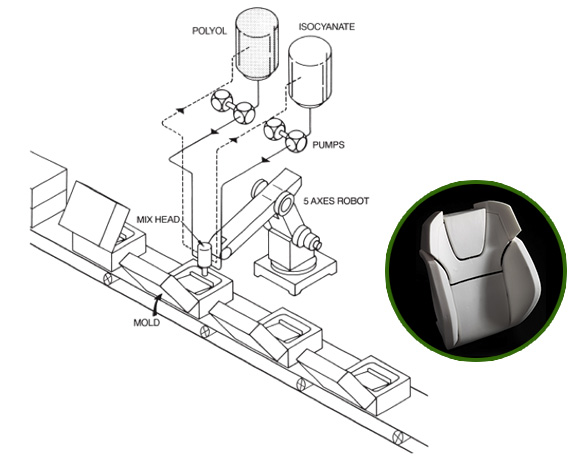
Also, not shown in the schematic, our foam lines had
a third component, Freon, pumped into the foaming head. Different amounts
of Freon made the foam firmer or softer to meet customer specifications.
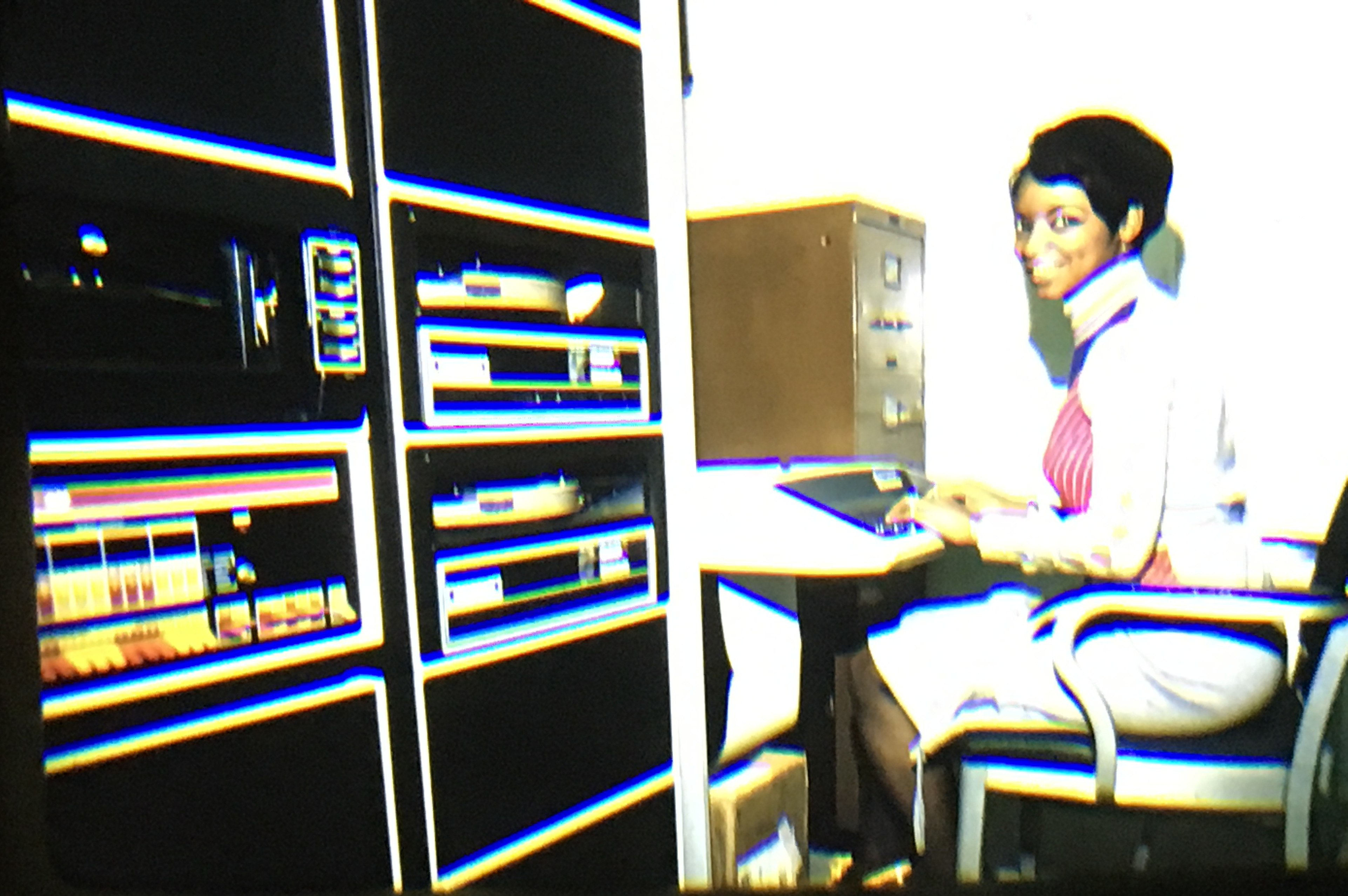
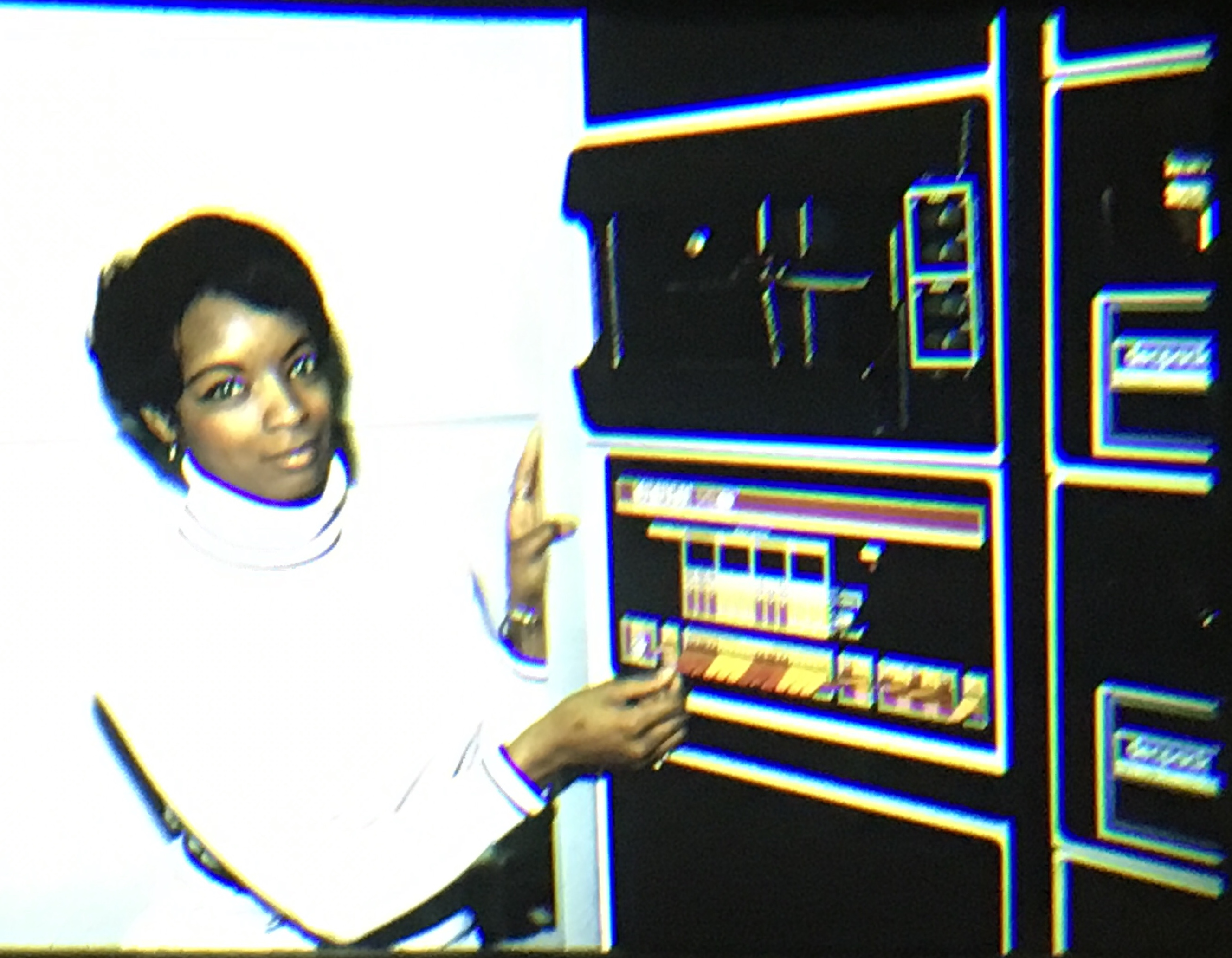
Pictures of secretary Cathy, who entered most of the assembly language code,
operating the PDP-8 and the PDP-8 system. Visible
are the PDP-8/E
, PC04 high speed paper tape reader/punch, RK05 disk drives,
and DECWriter. The ASR33 was replaced by a DECwriter. The drives in the
picture appear to be RK05 though model number can't be read. It is unclear if
the RK05 was the original drive on the system instead of RK01 that
manuals says was standard for RK8 or upgraded.
Click on pictures for larger version.

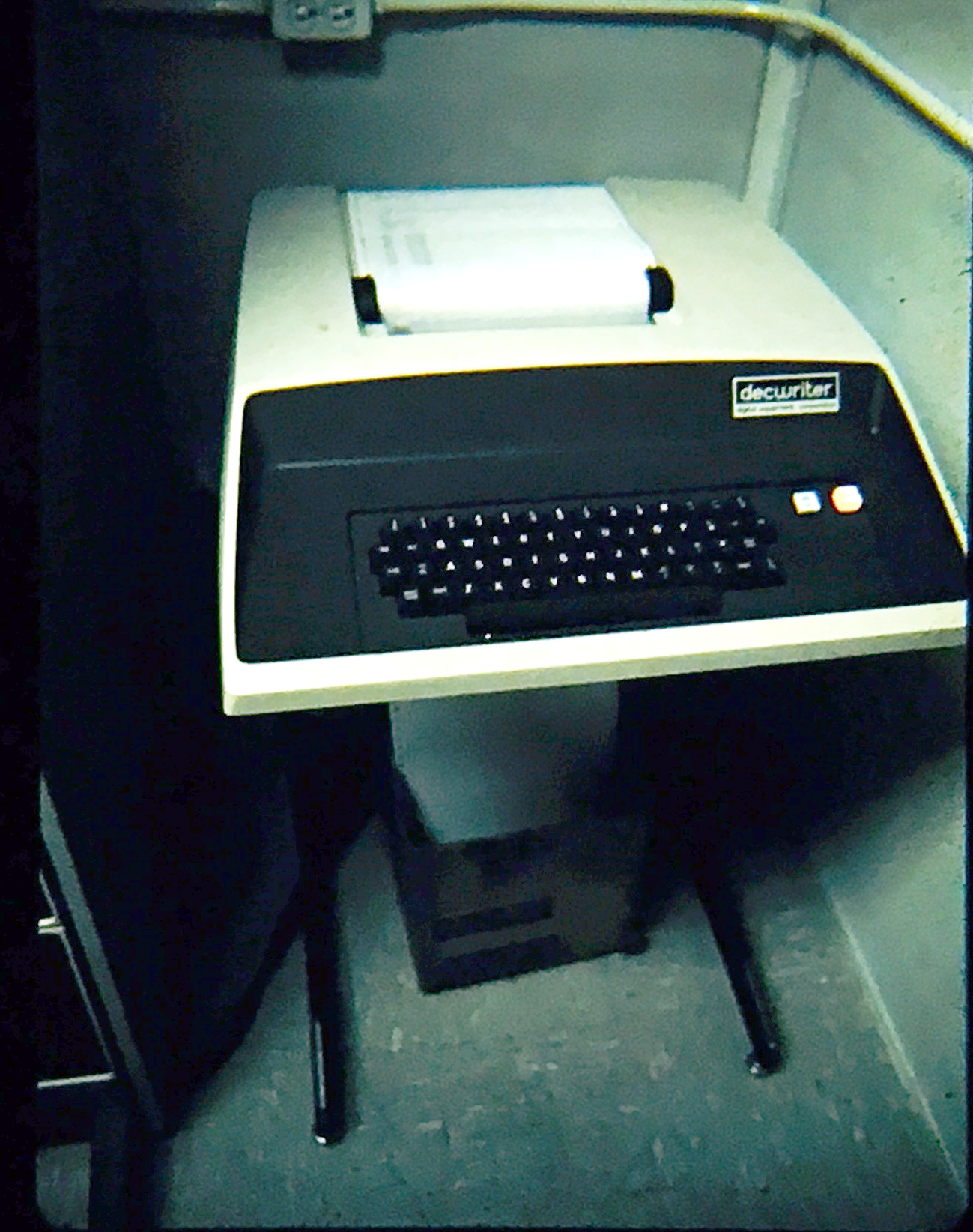
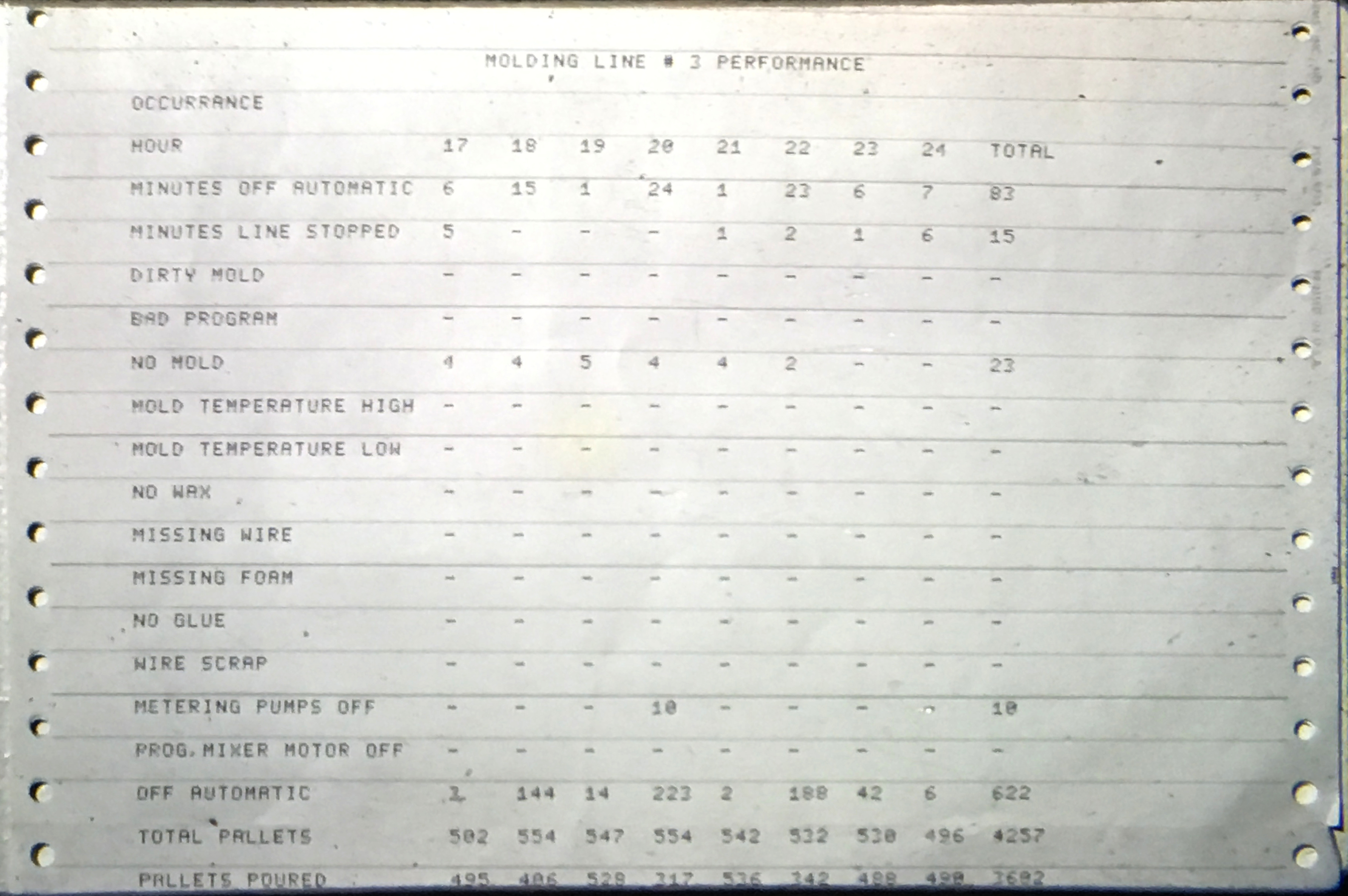
Report generated on the DECwriter. One of the benefits of the computer
was being able to easily generate detailed production reports.
John Beattie can be reached at taxxnut at gmail.com.
If you would like to contribute your story of working with a PDP-8 contact me, David Gesswein djg@pdp8online.com
Feel free to contact me, David Gesswein djg@pdp8online.com with any questions, comments on the web site, or if you have related equipment, documentation, software etc. you are willing to part with. I am interested in anything PDP-8 related, computers, peripherals used with them, DEC or third party, or documentation.
PDP-8 Home Page PDP-8 Site Map PDP-8 Site Search